Spiroflow Ltd is playing an important role safely and efficiently conveying a yeast product through the processing stage for one of Ireland's largest food companies.
Shifting the many tonnes of yeast extract produced every day required a dust-free system that was flexible and offered a free flowing operation. Spiroflow’s conveying equipment provides significant health and safety benefits by reducing the hazards associated with dust and manual handling, as well as boosting production efficiency.
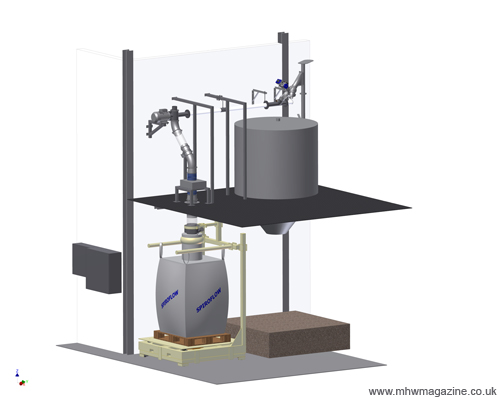
The company installed a Flexible Screw Conveyor and a Bulk Bag Filler at the customer’s plant to transport the powdered substance, which can be used in the dairy industry and a variety of processed foods. Maintaining the quality and consistency of ingredients while in transit through a processing facility is vital to ensure that the end product is in mint condition for packaging and distribution.
Spiroflow’s project engineering manager, Chris Brennan, explained: “It was a challenging project due to the tight headroom and conveyor path needed so we designed a customised system to meet the customer’s requirements. Flexible Screw Conveyors are ideal for fitting around existing plant or awkward routes.”
Spiroflow’s weighing and filling stations are installed in food and process plants worldwide, providing dust free and highly accurate filling of 1-2 tonne bulk bags. They incorporate an inflatable spout neck seal, bag inflation prior to filling to ‘pre-form’ the bag and product compaction and de-aeration during the filling cycle to provide a stable load for storage or transport.
Conveying equipment from Spiroflow fulfils the very highest levels of hygiene and dust containment, while the main advantage of the flexible screw conveyor is its simplicity, which results in short installation times and low maintenance. It suits powdered, granular and flaked materials with a bulk density up to 2.5kg/1 and can carry material to a maximum distance of 20 metres, although multiple units can extend to greater distances as required.
Spiroflow offers the food and process sectors innovative equipment that helps to eliminate dust contamination and material flow problems.
In addition to Bulk Bag Fillers and FlexibleScrew Conveyors, Spiroflow manufacturers bin activators, Aero Mechanical Conveyors, Tubular Cable and Chain Drag Conveyors, Vacuum Conveyors, Bulk Bag Dischargers, Ingredients Handling and Weighing Systems. The company’s technical and engineering expertise has led to it developing an international reputation for an unrivalled range of products with state-of-the-art control systems.